ما هي الأداة — ومواصفاتها الأساسية
-
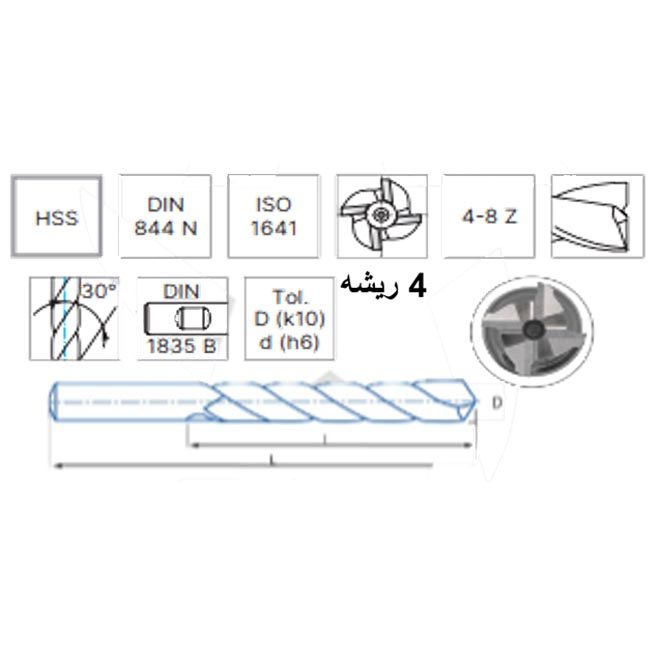
الأداة هي “R4610 20.0 مم – 4 ريشة – مسلوب (taper / shank weldon) – كوبلت (HSSE-Co)” حسب المواصفات في الموقع/المورد.
-
كونها “4 ريشة” يعني أن لها أربع شفرات قطعية (flutes) — هذا يعطي توازن بين قدرة القطع، صلابة الأداة، وتصريف الرقائق.
-
“HSSE-Co (كوبلت)” يعني الفولاذ السريع مع نسبة كوبلت → يعطي مقاومة أفضل للحرارة والتآكل مقارنة بفولاذ سريع عادي، ما يجعل الأداة أكثر متانة عند تفريز معادن.
-
“شفت مسلوب / weldon-shank / taper-shank” → يعني قاعدة الأداة ليست مستقيمة بسيطة collet، بل إما شفت “weldon” أو شفت “morse-taper / taper-shank” حسب حامل الماكينة — هذا مهم للثبات خصوصًا في قطر/radius أكبر أو عند إزالة خامة كبيرة.
-
حسب كتالوجات IZAR، فئة “roughing / coarse milling” تُدار من أدوات مثل سلسلة “roughing end mills” وليس فقط finishing. مثلاً أحد المراجع لأدوات roughing 4-flute من شركات مشابهة يوضح أن 4-flute أو أكثر يعطي “stiffness + chip-evacuation + material-removal-rate” جيد عند تفريز الفولاذ.
ما معنى “4 ريشة تخشين / Roughing” عمليًا — لماذا تستخدمها
استخدام أنديميل 4 ريشة كوبلت مسلوب بهذا القطر مثل 20 مم يعني:
-
أفضل لأعمال تخشين (roughing / coarse milling) — إزالة خامة كبيرة، فتح جيوب أو فتحات متوسطة-ك كبيرة، أو تجهيز جسم المعدن للمعالجة التالية.
-
4 ريشة تمنح الأداة صلابة جيدة + قدرة على مقاومة الانحناء أو الاهتزاز مقارنة بأداة بعدد ريش أقل — مهم عند تفريز معادن أو عند عمق قطع.
-
مادة كوبلت + HSSE تمنح مقاومة حرارة وتآكل عالية → مفيد عند تفريز معادن فولاذية أو سبائك، أو عند تحميل عالي (material removal heavy).
-
شفت weldon/taper يعطي ثبات إضافي — لأن الشفت المثبت بقوة يقلل مشاكل مثل “run-out” أو اهتزاز الأداة — أمر مهم خاصة في تفريز ثقوب/جيوب أو عند استخدام عزم/قوى عالية.
متى تختار هذه الأداة — ومتى تكون مناسبة
أنصح تستخدم هذه الأداة في الحالات:
-
عندك قطع/تفريز في معدن (فولاذ، حديد، سبائك) وتحتاج إزالة خامة جيدة / تجهيز جسم المعدن وليس تشطيب نهائي.
-
عندك مهام مثل فتحات أو جيوب متوسطة/متوسطة-ك كبيرة — قطر 20 مم + 4 ريشة يعطي توازن مناسب.
-
تستخدم ماكينة أو حامل يدعم “shank weldon / taper-shank” — لأن الأداة ليست بفلوت/شفت بسيط/قصير.
-
تحتاج أداة متينة، صلبة، تتحمّل ضغط/حرارة — كوبلت + HSSE يزيد عمر الأداة على أعمال ثقيلة.
مميزات + نقاط تحذير / اعتبارات عند الاستخدام
مميزات
-
صلابة وتحمل عالي — كوبلت + تصميم 4 ريشة + شفت قوي → ممتاز للقطع القوي والخشن.
-
إزالة خامة فعّالة وسريعة — مناسب للـ roughing / slotting / pocketing / جيوب.
-
تنوع في المعادن الممكن عملها — يقبل فولاذ، سبائك، حديد، سبائك غير حديدية (حسب الشروط).
-
أكثر ثبات من أدوات خفيفة أو بشفت مستقيم — يقلل الاهتزاز خاصة في حجم 20 مم.
نقاط تحذير / يجب تنتبه لها
-
ليس مثالي للـ تشطيب نهائي (finishing) — أداة roughing غالبًا تعطي سطح خشن مقارنة بأدوات finishing (قلّة الريش، تصميم مختلف).
-
لازم تبريد / سائل قطع (coolant / cutting fluid) إذا المعدن صلب أو القطع ثقيل — لتقليل الحرارة وحماية الأداة.
-
ضبط الماكينة / الحامل مهم: لأن شفت weldon/ taper + عزم القطع + القطر — أي ضعف في التثبيت ممكن يسبب اهتزاز أو حتى كسر أداة.
-
إذا القطع غزير → قد تحتاج تقسيم القطع على مراحل (passes) وليس تحميل الأداة دفعة واحدة — لتفادي ضغط زائد على الأداة.
خلاصة رأيي: متى R4610 20 مم 4 ريشة كوبلت خيار جيد — ومتى تبحث غيره
-
خيار جيد إذا المطلوب هو تفريز / تخشين / تجهيز جسم معدن أو فتحات/جيوب متوسطة في فولاذ أو معدن قوي.
-
ليس الخيار الأفضل إذا المطلوب دقة عالية أو تشطيب نهائي ناعم — في هذه الحالة أدوات finishing أو أعواد بفلوت/تصميم مختلف أنسب.
-
تأكّد من تجهيز ماكينتك (حامل، تبريد، ضبط) قبل ما تستخدم هذا النوع — لأنها تتطلب قوة وثبات أكثر من أدوات خفيفة.
ما هي الأداة — ومواصفاتها الأساسية
-
الأداة هي “R4610 20.0 مم – 4 ريشة – مسلوب (taper / shank weldon) – كوبلت (HSSE-Co)” حسب المواصفات في الموقع/المورد.
-
كونها “4 ريشة” يعني أن لها أربع شفرات قطعية (flutes) — هذا يعطي توازن بين قدرة القطع، صلابة الأداة، وتصريف الرقائق.
-
“HSSE-Co (كوبلت)” يعني الفولاذ السريع مع نسبة كوبلت → يعطي مقاومة أفضل للحرارة والتآكل مقارنة بفولاذ سريع عادي، ما يجعل الأداة أكثر متانة عند تفريز معادن.
-
“شفت مسلوب / weldon-shank / taper-shank” → يعني قاعدة الأداة ليست مستقيمة بسيطة collet، بل إما شفت “weldon” أو شفت “morse-taper / taper-shank” حسب حامل الماكينة — هذا مهم للثبات خصوصًا في قطر/radius أكبر أو عند إزالة خامة كبيرة.
-
حسب كتالوجات IZAR، فئة “roughing / coarse milling” تُدار من أدوات مثل سلسلة “roughing end mills” وليس فقط finishing. مثلاً أحد المراجع لأدوات roughing 4-flute من شركات مشابهة يوضح أن 4-flute أو أكثر يعطي “stiffness + chip-evacuation + material-removal-rate” جيد عند تفريز الفولاذ.
ما معنى “4 ريشة تخشين / Roughing” عمليًا — لماذا تستخدمها
استخدام أنديميل 4 ريشة كوبلت مسلوب بهذا القطر مثل 20 مم يعني:
-
أفضل لأعمال تخشين (roughing / coarse milling) — إزالة خامة كبيرة، فتح جيوب أو فتحات متوسطة-ك كبيرة، أو تجهيز جسم المعدن للمعالجة التالية.
-
4 ريشة تمنح الأداة صلابة جيدة + قدرة على مقاومة الانحناء أو الاهتزاز مقارنة بأداة بعدد ريش أقل — مهم عند تفريز معادن أو عند عمق قطع.
-
مادة كوبلت + HSSE تمنح مقاومة حرارة وتآكل عالية → مفيد عند تفريز معادن فولاذية أو سبائك، أو عند تحميل عالي (material removal heavy).
-
شفت weldon/taper يعطي ثبات إضافي — لأن الشفت المثبت بقوة يقلل مشاكل مثل “run-out” أو اهتزاز الأداة — أمر مهم خاصة في تفريز ثقوب/جيوب أو عند استخدام عزم/قوى عالية.
متى تختار هذه الأداة — ومتى تكون مناسبة
أنصح تستخدم هذه الأداة في الحالات:
-
عندك قطع/تفريز في معدن (فولاذ، حديد، سبائك) وتحتاج إزالة خامة جيدة / تجهيز جسم المعدن وليس تشطيب نهائي.
-
عندك مهام مثل فتحات أو جيوب متوسطة/متوسطة-ك كبيرة — قطر 20 مم + 4 ريشة يعطي توازن مناسب.
-
تستخدم ماكينة أو حامل يدعم “shank weldon / taper-shank” — لأن الأداة ليست بفلوت/شفت بسيط/قصير.
-
تحتاج أداة متينة، صلبة، تتحمّل ضغط/حرارة — كوبلت + HSSE يزيد عمر الأداة على أعمال ثقيلة.
مميزات + نقاط تحذير / اعتبارات عند الاستخدام
مميزات
-
صلابة وتحمل عالي — كوبلت + تصميم 4 ريشة + شفت قوي → ممتاز للقطع القوي والخشن.
-
إزالة خامة فعّالة وسريعة — مناسب للـ roughing / slotting / pocketing / جيوب.
-
تنوع في المعادن الممكن عملها — يقبل فولاذ، سبائك، حديد، سبائك غير حديدية (حسب الشروط).
-
أكثر ثبات من أدوات خفيفة أو بشفت مستقيم — يقلل الاهتزاز خاصة في حجم 20 مم.
نقاط تحذير / يجب تنتبه لها
-
ليس مثالي للـ تشطيب نهائي (finishing) — أداة roughing غالبًا تعطي سطح خشن مقارنة بأدوات finishing (قلّة الريش، تصميم مختلف).
-
لازم تبريد / سائل قطع (coolant / cutting fluid) إذا المعدن صلب أو القطع ثقيل — لتقليل الحرارة وحماية الأداة.
-
ضبط الماكينة / الحامل مهم: لأن شفت weldon/ taper + عزم القطع + القطر — أي ضعف في التثبيت ممكن يسبب اهتزاز أو حتى كسر أداة.
-
إذا القطع غزير → قد تحتاج تقسيم القطع على مراحل (passes) وليس تحميل الأداة دفعة واحدة — لتفادي ضغط زائد على الأداة.
خلاصة رأيي: متى R4610 20 مم 4 ريشة كوبلت خيار جيد — ومتى تبحث غيره
-
خيار جيد إذا المطلوب هو تفريز / تخشين / تجهيز جسم معدن أو فتحات/جيوب متوسطة في فولاذ أو معدن قوي.
-
ليس الخيار الأفضل إذا المطلوب دقة عالية أو تشطيب نهائي ناعم — في هذه الحالة أدوات finishing أو أعواد بفلوت/تصميم مختلف أنسب.
-
تأكّد من تجهيز ماكينتك (حامل، تبريد، ضبط) قبل ما تستخدم هذا النوع — لأنها تتطلب قوة وثبات أكثر من أدوات خفيفة.




 لوازق وعوازل وشحوم
لوازق وعوازل وشحوم























المراجعات
لا توجد مراجعات بعد.